
פּראָדוקט




וועטער קעגנשטעל דיק פילם פּודער פייער קעגנשטעליק קאָוטינג
מער דעטאַילס
* ווידעא:

* פּראָדוקט פֿעיִקייטן:
1. דעם פּראָדוקט איז אַנאַטירלעך הויך-ראַפראַקטערי ינאָרגאַניק מאַטעריאַלווי דער הויפּט מאַטעריאַל. עס איז געמאכט פון הויך-טעמפּעראַטור פייַער-ריטאַרדאַנט פּראַטעקטיוו קאָוטינג מיט אַ הויך-קעגנשטעל פייַער-קעגנשטעליק שיעור פון 3 שעה אָדער מער מיט אַ פּאָלימער בינדער.
2, די פּראָדוקט איז אַ צוויי-קאָמפּאָנענט זיך-דרייינג קאָוטינג, גרינג צו בויען, קענען זיין ספּרייד, סמירד.
3. די קאָוטינג פון דעם פּראָדוקט איזטרוקן געשווינד. נאָך 27 טעג פון קיורינג, די קאָוטינג איז טרוקן און קעגנשטעליק צו נאַקינג, און האט ויסגעצייכנט ווייבריישאַן און וועטער קעגנשטעל.
4. דעם פּראָדוקטטוט נישט אַנטהאַלטן בענזין און אַסבעסטאַס מאַטעריאַלס. עס טוט נישט מעלדונג טאַקסיק און שעדלעך סאַבסטאַנסיז ווען יקספּאָוזד צו הויך טעמפּעראַטור און איז ומשעדלעך צו דעם מענטש גוף. די טערמאַל קאַנדאַקטיוואַטי איז נידעריק, און די פייַער קעגנשטעל פֿאַר שטאָל איז מער ווי 3 שעה.
* פּראָדוקט אַפּלאַקיישאַן:
1. איידער די קאַנסטראַקשאַן, די ייבערפלאַך פון די שטאָל סטרוקטור זאָל זיין דעדוסטעד, קלינד און גאָר דערוסעד. דעמאָלט צולייגן אַנטי-זשאַווער פּיינט ווי פארלאנגט, די גרעב פון אַנטי-זשאַווער פּיינט זאָל זיין 0.1-0.15 מם. אַנטי-זשאַווער פּיינט איז בכלל געמאכט פון רויט דאַן אָדער יפּאַקסי צינק-רייַך אַנטי-זשאַווער פּיינט. נאָך טראָגן אַנטי-זשאַווער פּיינט, עס איז געניצט פֿאַר נה-וו און וו-וו דרויסנדיק דיק שטאָל סטרוקטור פייערפּרוף קאָוטינג קאַנסטראַקשאַן.
2. די טרוקן פּודער הויפּט ינגרידיאַנט פון די צוויי-קאָמפּאָנענט פּיינט און די ספּעציעל בינדער זענען געמישט מיט וואַסער אין אַ פאַרהעלטעניש פון 1:0.1-0.2:0.8-1, און דעמאָלט יונאַפאָרמלי געמישט, און די קאַנסטראַקשאַן קענען זיין געפירט אויס.
3. איידער די קאַנסטראַקשאַן, די אָנפאַנגער וועט זיין בראַשט אָדער ספּרייד אויף די ייבערפלאַך פון די סאַבסטרייט פֿאַר 1-2 מאל. נאָך די ייבערפלאַך איז טרוקן, די פייערפּרוף קאָוטינג קענען זיין געווענדט. די קאַנסטראַקשאַן קענען זיין ספּרייד אָדער סמירד. פֿאַר די ערשטער 1-3 מאל, די גרעב פון די קאָוטינג זאָל זיין 2-3 מם, און די גרעב פון יעדער קאָוטינג קענען זיין וועגן 5-6 מם ביז די ספּעסיפיעד גרעב איז ריטשט. דער מעהאַלעך צווישן יעדער קאַנסטראַקשאַן איז 12-18 שעה. די לופט סערקיאַליישאַן זאָל זיין מיינטיינד בייַ די קאַנסטראַקשאַן פּלאַץ. די ווינט גיכקייַט איז נישט מער ווי 5 ם / s. עס איז נישט פּאַסיק פֿאַר קאַנסטראַקשאַן ווען קאַנדאַנסיישאַן אַקערז אויף די ייבערפלאַך פון די שטאָל סטרוקטור.
4. פֿאַר דרויסנדיק אָדער אין קעראָוסיוו גאַז סוויווע, די ייבערפלאַך שוץ קאָוטינג פון די קאָוטינג זאָל זיין באהאנדלט. די פּראַטעקטיוו קאָוטינג איז סאַפּלייד דורך די פירמע. די גרעב פון די אָוווערליי איז וועגן 0.25 מם.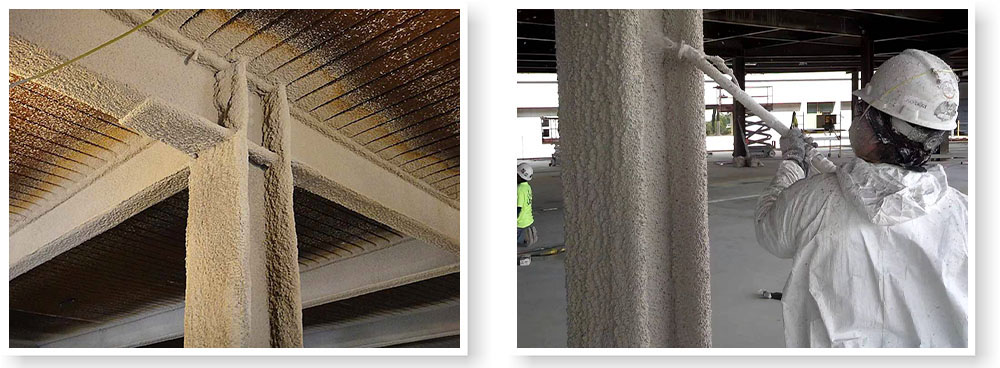
* טעכניש דאַטן:
| ניין. | זאכן | קוואַליפיקאַציע | ||
| דרינענדיק אינדעקס | דרויסנדיק אינדעקס | |||
| 1 | די שטאַט אין דעם קאַנטיינער. | קיין קאַקינג, מונדיר שטאַט נאָך סטערינג | ||
| 2 | דרייינג צייַט | ייבערפלאַך טרוקן, ה | ≤24 | |
| 3 | ערשט טרוקן פּלאַצן קעגנשטעל | 1 -3 קראַקס זענען ערלויבט, וועמענס ברייט איז ווייניקער ווי 0.5 מם | ||
| 4 | קאָוכיזשאַנאַל שטאַרקייַט, מפּאַ | ≥0.04 | ||
| 5 | קאַמפּרעשאַן שטאַרקייַט, מפּאַ | ≥0.3 | ≥0.5 | |
| 6 | טרוקן געדיכטקייַט, קג/מ³ | ≤500 | ≤650 | |
| 7 | וואַסער קעגנשטעל,ה | ≥ 24 ה, די קאָוטינג האט קיין שיכטע, קיין פאָומינג און קיין שעדינג. | ||
| 8 | קעגנשטעל צו קאַלט און הייס ציקל | ≥ 15 מאל, די קאָוטינג זאָל האָבן קיין קראַקינג, קיין פּילינג און קיין פאָומינג. | ||
| 9 | קאָוטינג גרעב, מם | ≤25±2 | ||
| 10 | פייַער קעגנשטעל שיעור, ה | ≥3 שעה | ||
| 11 | היץ קעגנשטעל, ה | ≥ 720 קיין שיכטע, קיין שעדינג, קיין ליידיק פּויק, קיין קראַקינג | ||
| 12 | נעץ און היץ קעגנשטעל, ה | ≥ 504 קיין שיכטע, קיין שעדינג | ||
| 13 | פרירן-טאָ קעגנשטעל, ה | ≥ 15 קיין שיכטע, קיין שעדינג, קיין פאָומינג | ||
| 14 | זויערע קעגנשטעל, ה | ≥ 360 קיין שיכטע, קיין שעדינג, קיין קראַקינג | ||
| 15 | אַלקאַליין קעגנשטעל, ה | ≥ 360 קיין שיכטע, קיין שעדינג, קיין קראַקינג | ||
| 16 | קעראָוזשאַן קעגנשטעליק צו זאַלץ נעפּל, מאל | ≥ 30 קיין פאָומינג, קלאָר ווי דער טאָג דיטיריעריישאַן, פאַרווייכערן דערשיינונג | ||
* קאַנסטראַקשאַן אופֿן:
ספּרייינג: ניט לופט ספּרייינג אָדער לופט ספּרייינג. הויך דרוק ניט גאַז ספּרייינג.
באַרשט / זעמל קאָוטינג: מוזן דערגרייכן די ספּעסיפיעד טרוקן פילם גרעב.
* פּעקל:
פאַרב: 25 קג / זעקל

פֿאַרבונדענע פּראָדוקטן
-

דרויסנדיק באַפּוצונג פייער קעגנשטעליק פּיינט פֿאַר מיט ...
-

הינטער-דין טיפּ ינטומעסענט פייער קעגנשטעל פּאַי ...
-

וואָטערבאַסעד טראַנספּעראַנט האָלץ פייער קעגנשטעליק פּיינט
-
וואָטערבאַסיד ינטומעסענט פייער קעגנשטעליק פּיינט